
- All
- Product Name
- Product Keyword
- Product Model
- Product Summary
- Product Description
- Multi Field Search

 |














| Quantity: | |
|---|---|
1kg
Inkcare®
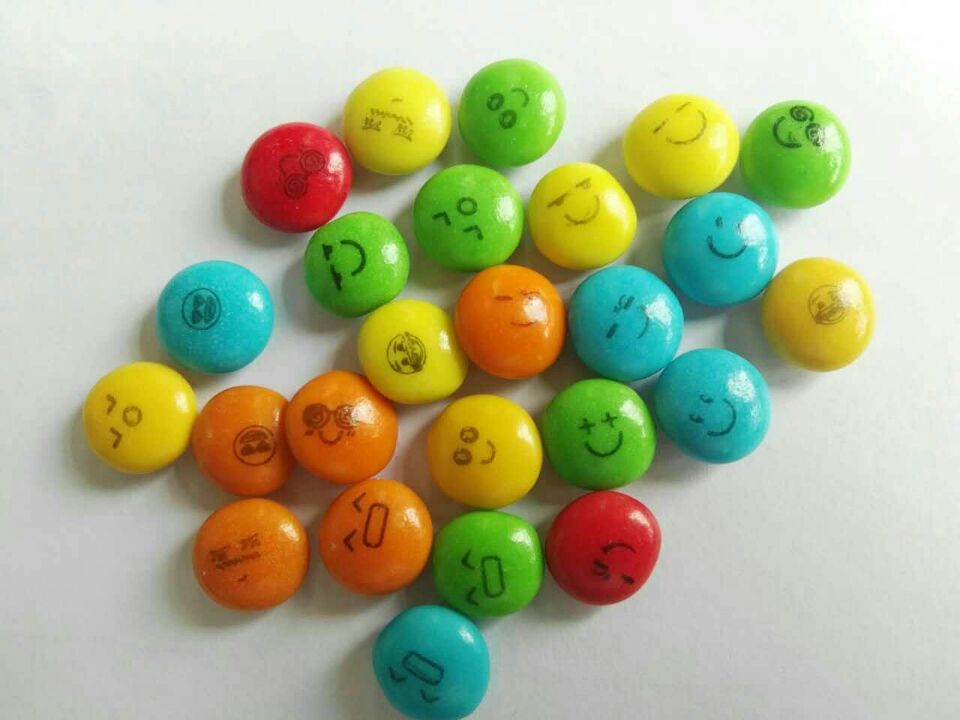
The main application areas of capsule printing ink: capsule printing, tablets, tablets, soft and hard capsules and pharmaceutical desiccant packaging and other food printing and patterns.
Environmental protection of capsule printing ink: the use of alcohol as a thinner, cheap and environmentally friendly.
Safety of capsule printing ink: all ingredients are pharmaceutical grade excipients, which fully meet the requirements of drug packaging.
Mechanical adaptability of capsule printing ink: strong printing transfer, high stability, good fineness, no damage to substrate and scraper.
Effect of capsule printing ink: it has high adhesion, good color fixation, clear handwriting, no seepage color phenomenon, no burr, smooth coating film, bright color.
Main components of capsule printing ink:
This product is ethanol, titanium dioxide (or iron oxide or lemon yellow lake or bright blue lake) and other pharmaceutical accessories, composed of a liquid mixture, the total solid content is 49.0 ~ 60.0%.
The main application areas of capsule printing ink: capsule printing, tablets, tablets, soft and hard capsules and pharmaceutical desiccant packaging and other food printing and patterns.
Environmental protection of capsule printing ink: the use of alcohol as a thinner, cheap and environmentally friendly.
Safety of capsule printing ink: all ingredients are pharmaceutical grade excipients, which fully meet the requirements of drug packaging.
Mechanical adaptability of capsule printing ink: strong printing transfer, high stability, good fineness, no damage to substrate and scraper.
Effect of capsule printing ink: it has high adhesion, good color fixation, clear handwriting, no seepage color phenomenon, no burr, smooth coating film, bright color.
Main components of capsule printing ink:
This product is ethanol, titanium dioxide (or iron oxide or lemon yellow lake or bright blue lake) and other pharmaceutical accessories, composed of a liquid mixture, the total solid content is 49.0 ~ 60.0%.










